以下是我们上传的岳阳<平江> 当地 无缝精密钢管市场报价实拍视频,您可以点击观看。
以下是:岳阳<平江> 当地 无缝精密钢管市场报价的图文介绍


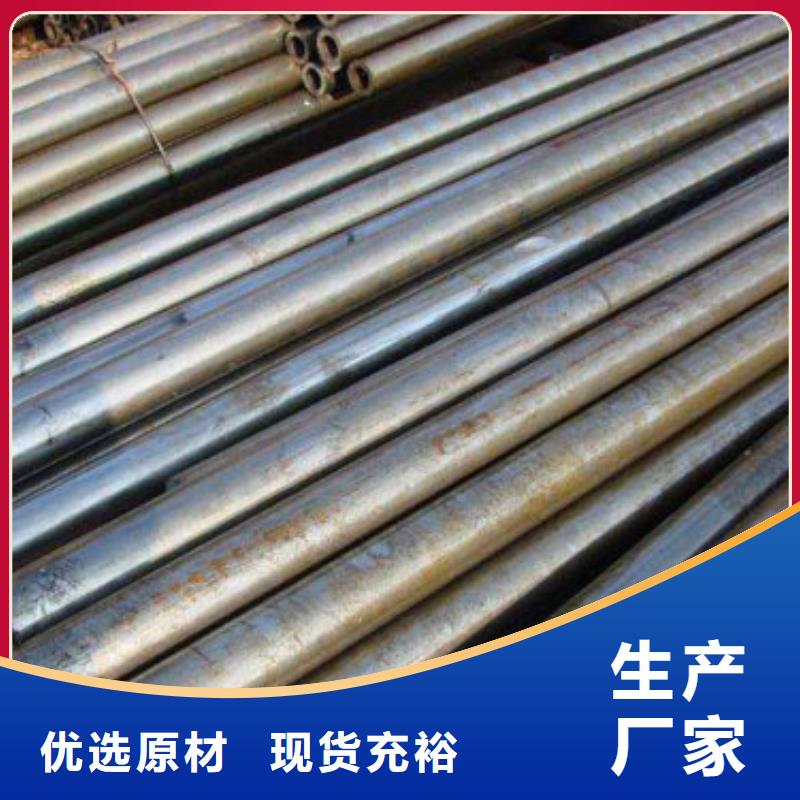
平江精密管轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状)因受轧辊的压缩使材料截面减小,长度增加的压力加工方法。拉拨钢材:将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。将带钢送入12cr5moi合金钢管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。12cr5moi合金钢管焊接温度主要受高频涡流热功率的影响,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π(cl1/...式中:f-激励频率(hzc-激励回路中的电容(f电容=电量/电压;l-激励回路中的电感,电感=磁通量/电流?当输入热量不足时,被加热的焊缝边缘达不到焊接温度,12cr5moi合金钢管组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。



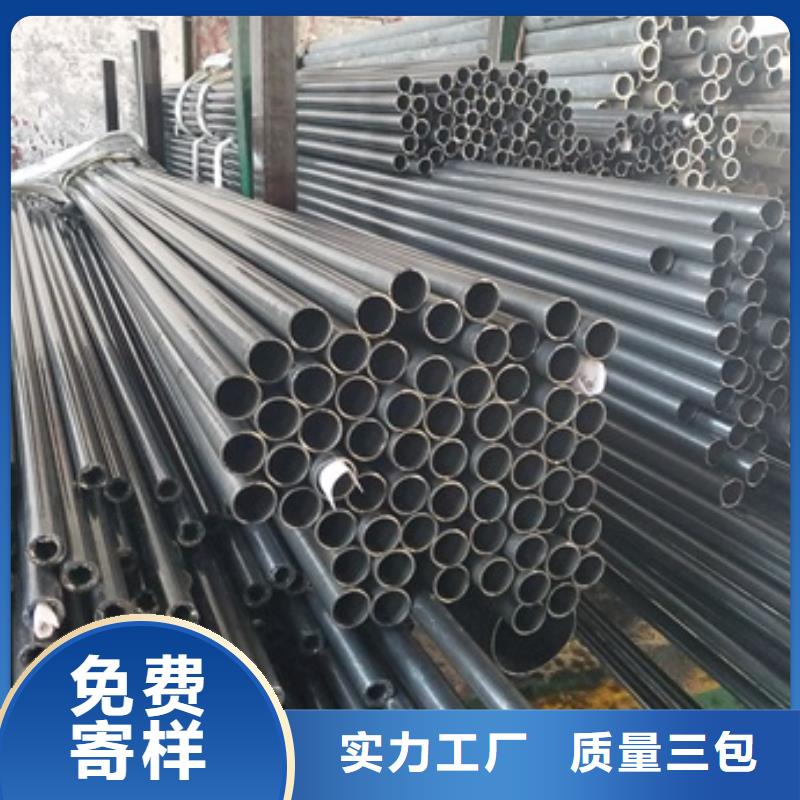
平江精密管无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质量优于 /t1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的高效,优质,低耗,自动连续生产的目的。 控制精度:±1℃炉温均匀度:±1℃(根据加热室大小而定)。 操作方便,可编程,pid自整定、自动升温、自动保温、自动降温,无需值守;可另配与计算机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历史曲线等),软件免费详见:计算机控制系统。


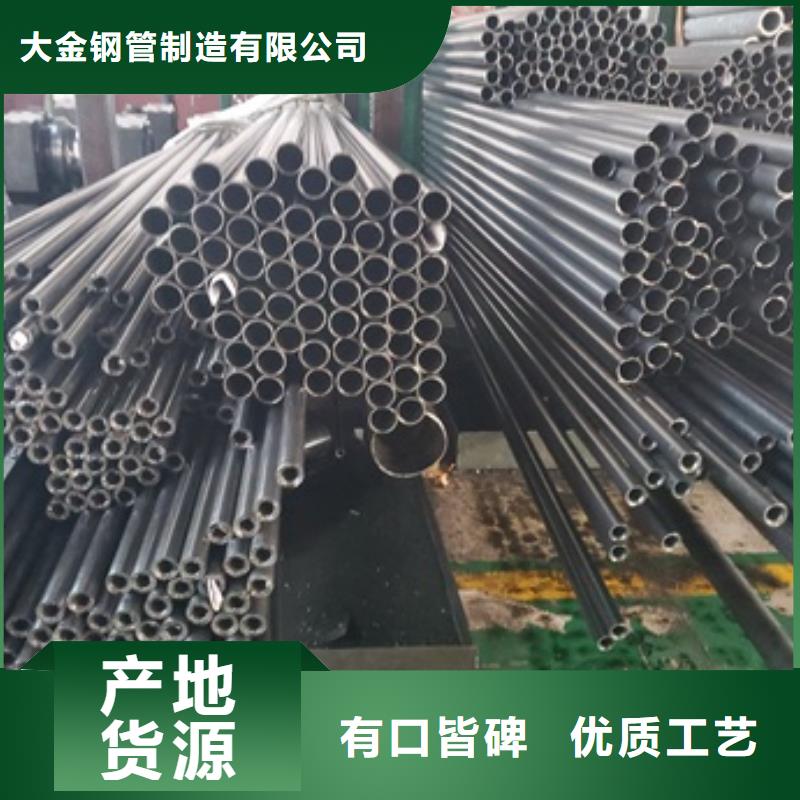
平江精密管抛光光泽纷歧的原因 在批量抛光一批精密无缝钢管的时分原则上来说每一个工件终的质量应该是一样的,但有的 时分统一槽里边抛光出来的不锈钢工件的质量是纷歧样的,有的比较亮,有的光泽昏暗,还有的是 部分没有光泽。为什么会这样呢? 首要我们要考虑自己一次性抛光的精密无缝钢管工件的数量是多少。尽管不锈钢电解抛光设备 能够批量抛光,可是同槽抛光的不锈钢工件数量过多是会影响抛光作用的,导致工件在抛光的时分 不能充分抛光,电流的散布不能够均匀。 一旦抛光时的电流散布不均匀就会导致精密无缝钢管外表部分无光泽。因此在抛光的时分要根据抛 光槽的大小来挑选合适数量的工件。 其次还要考虑在抛光的时分不锈钢工件是不是堆叠在一起了,导致有些部位没有被抛光。因此我们 在批量抛光的时分除了要控制住抛光工件的数量外,还要合理摆放不锈钢工件,做到工件不堆叠。 除了上面两个原因外,精密无缝钢管的外表上有水珠、油脂等污迹时也会影响抛光作用。运用 不锈钢电解抛光设备的操作人员要熟知运用方法和操作技巧,这样才干确保抛光出的工件质量.



经营理念:科学管理—— 平江精密无缝钢管、质优价廉开拓市场
诚信务实——携手共赢创造 平江精密无缝钢管、未来
只因有您的大力支持,中升管业有限公司才有今天的蓬勃发展,我们期待于您合作,为您提供全方位的服务,共创美好未来。




 扫一扫
扫一扫